






Техтран - Токарно-фрезерная обработка
Назначение программы
Программа предназначена для проектирования управляющих программ (УП) обработки деталей для токарно-фрезерных центров с ЧПУ.
Такие станки позволяют совмещать в рамках одной технологической операции традиционную токарную обработку с фрезерованием и обработкой отверстий. Сквозной процесс обработки с произвольным чередованием токарных и фрезерных переходов без переустановки детали дает возможность свести к минимуму погрешности. Фрезерная обработка выполняется с использованием оси вращения, которая может применяться как для непрерывного управления, так и для позиционирования.
Единый подход
Программа работает на основе уже проверенных временем программ Техтран® Фрезерная обработка и Техтран® Токарная обработка. Сосуществование в единой среде достаточно специфических функций двух систем стало возможным благодаря заложенному в Техтране единому подходу к программированию различных видов обработки.
Пользователь, имеющий опыт работы с Техтраном, сможет без дополнительных усилий выполнять здесь все привычные операции, относящиеся как к фрезерной, так и к токарной обработке. Что касается программирования технологических переходов, включающих элементы фрезерной обработки с использованием оси вращения, то освоение таких возможностей новой программы также не должно вызвать затруднений, поскольку при задании параметров задействованы уже привычные механизмы.

Деталь и заготовка
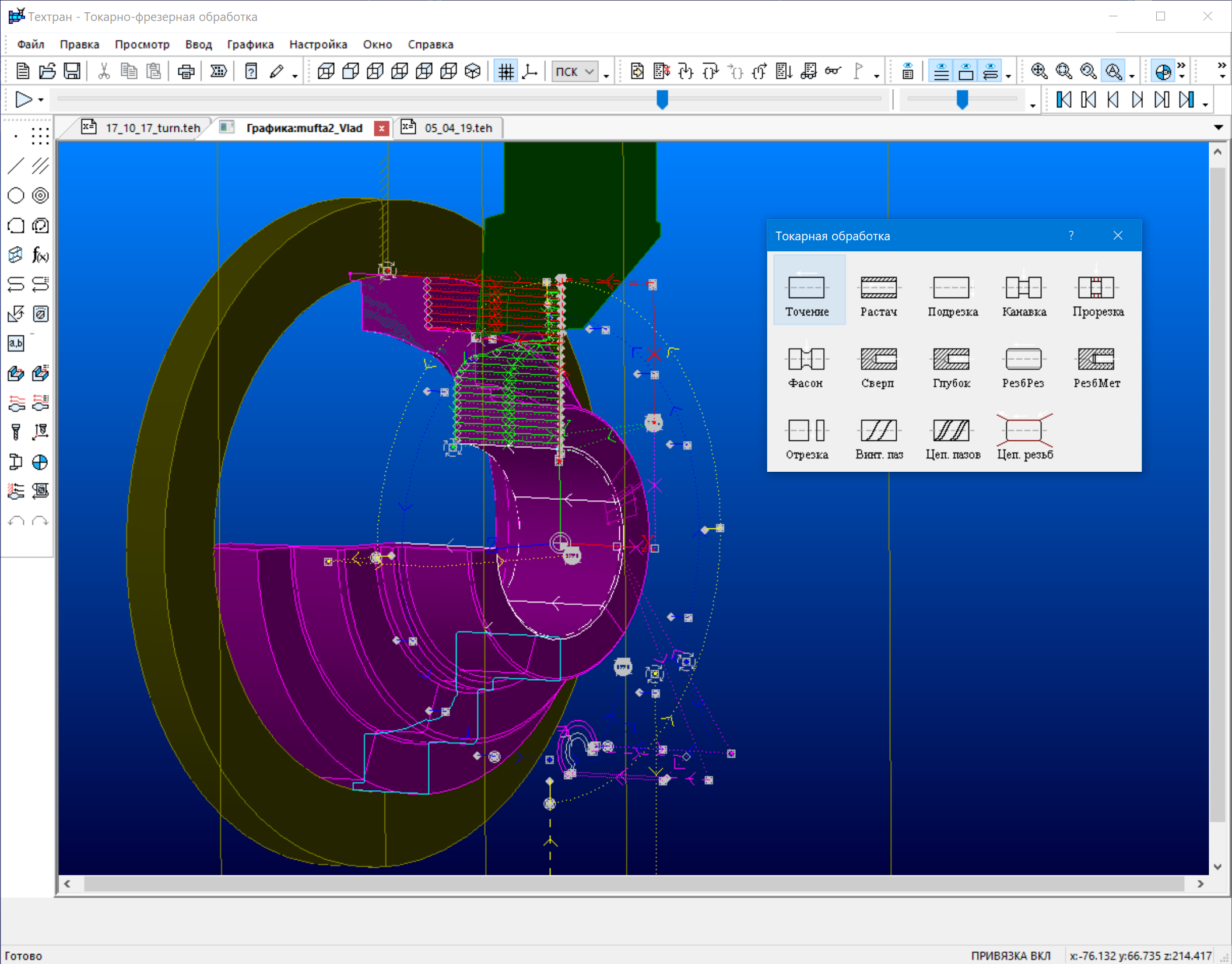
Токарные переходы проектируются на основе модели детали и заготовки. Результат автоматической коррекции заготовки отображается в графическом окне после каждой выполненной операции. Наряду с информацией о состоянии заготовки и детали, программа располагает сведениями о положении зажимного приспособления, запретных областях и т.п. Это дает возможность автоматически контролировать недопустимые ситуации в перемещении режущего инструмента.
Совмещение токарной и фрезерной геометрии
Деталь и заготовка рисуются в виде пространственной проволочной модели тел вращения. После каждого рабочего хода графическое окно отражает состояние заготовки на текущий момент.
Для совместного проектирования токарных и фрезерных переходов это удобно, поскольку в любой момент можно построить дополнительные элементы для фрезерной обработки, основываясь на реальной геометрии заготовки в пространстве.
Описывать элементы для фрезерования можно как обычным плоским контуром, так и парным контуром. При помощи парного контура удобно задавать элементы детали, имеющие фрезеруемые плоские грани, параллельные оси вращения или под углом к ней.
Использование двух шпинделей
Программа позволяет программировать обработку на оборудовании с одним и двумя шпинделями. Требуется описать геометрические характеристики зажимного приспособления и расположения в нем заготовки. Эти данные учитываются при построении траектории инструмента на рабочих и вспомогательных перемещениях, чтобы исключить столкновение.
Передача заготовки из одного шпинделя в другой может производиться как единая операция, так и в виде отдельных манипуляций обоими приспособлениями.
Фрезерные переходы с использованием оси вращения
Фрезерная часть строится на основе программы Техтран® Фрезерная обработка. Обычные средства программирования фрезерной обработки применяются к конструктивным элементам, базирующимся на токарной детали. Здесь действует уже сложившийся подход формирования команд обработки на основе описания геометрии обрабатываемых элементов. Так удобнее вести проектирование, хотя на станке всё наоборот - требуемую геометрию детали получают в результате управления рабочими органами станка.
В случае токарно-фрезерной обработки проектирование «от геометрии» дает любопытный эффект: мы видим на экране траекторию, развернутую в пространстве таким образом, как если бы не деталь позиционировалась определенным образом при неподвижном инструменте, а наоборот фреза или сверло вращались вокруг зафиксированной детали. Такой подход позволяет достичь большей наглядности, избежав наложения множества траекторий возле инструмента, ограниченного в перемещениях двумя координатами (составляющая по третьей координате достигается за счет поворота заготовки).
Таким образом, задача пользователя - построить деталь и обрабатываемые элементы на нужном месте, а затем указать, каким образом их требуется обработать.
Управление осью вращения
При выполнении фрезерных переходов может быть выбран один из следующих способов управления осью вращения в УП:
1. Поворот заготовки для обработки в фиксированных положениях (координаты X, Y, Z - непрерывно, при постоянной C). Плоская траектория инструмента, как в обычной фрезерной обработке, но ориентированная определенным образом по отношению к цилиндрической заготовке.
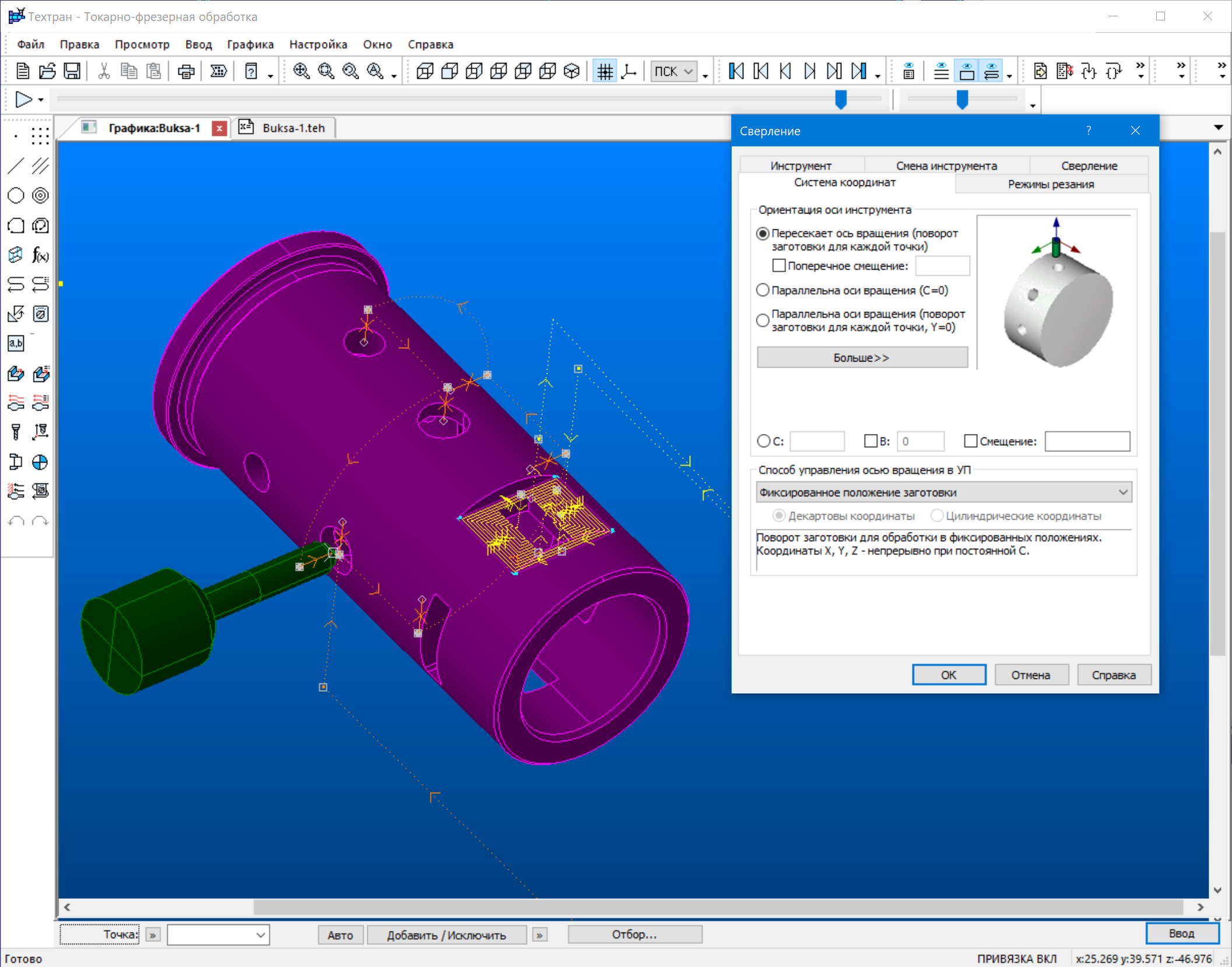
2. Обработка за счет непрерывного вращения заготовки (координаты X, Y, C - непрерывно при постоянной Y). Проецирование плоской траектории на цилиндрическую поверхность. В частности, запрограммированное в таком режиме перемещение по отрезку порождает радиальный или винтовой паз. Заданием поперечного смещения для оси инструмента можно добиться того, чтобы стенки паза не сходились к центру, а были параллельны.
3. Обработка за счет непрерывного вращения заготовки (координаты X, Y, Z - непрерывно). Отличается от предыдущего способом представления в УП: в данном случае в УП программируется плоская траектория в режиме «наматывания» на цилиндр.
Позиционные переходы
В отношении ориентации оси инструмента при обработке проще всего дело обстоит с геометрией для позиционных переходов. Наиболее распространенный случай - сверление радиальных отверстий или сверление отверстий по торцу детали. И в том и в другом случае пользователю достаточно указать точки выполнения обработки, не строя вспомогательные системы координат и вычисляя углы поворота заготовки.
Задание угла B
Если инструмент занимает промежуточное положение, дополнительно может быть задан угол наклона инструмента к оси вращения.
Поперечное смещение
Поперечное смещение инструмента используется для получения отверстий, ось которых смещена в поперечном направлении.
Контурные переходы
При выполнении контурных переходов задача выбора ориентации инструмента упрощается тем, что инструмент должен располагаться по нормали к плоскости контура. Но в этом случае потребуется предварительно построить контур и правильно расположить его в пространстве. Здесь также действуют базовые для токарно-фрезерной обработки режимы: инструмент параллелен оси вращения (фрезерование торца заготовки) или пересекает ее.
Кроме того, может возникнуть необходимость получить в УП координаты точек траектории в системе координат, определяемой иными соображениями, чем основные базовые. В таком случае потребуется указать систему координат инструмента в явном виде.
Обрабатываемый контур может быть построен в некоторой системе координат, ориентированной произвольным образом. Выполняя обработку, необходимо выбрать систему координат, к которой будут привязаны данные УП. Эта система может не совпадать с той, в которой строилась исходная геометрия. Достаточно типична ситуация, когда система координат вообще не задается в явном виде, а подбирается автоматически, исходя из требуемой ориентации инструмента: инструмент пересекает ось вращения, расположен вдоль оси вращения или под определенным углом к ней.
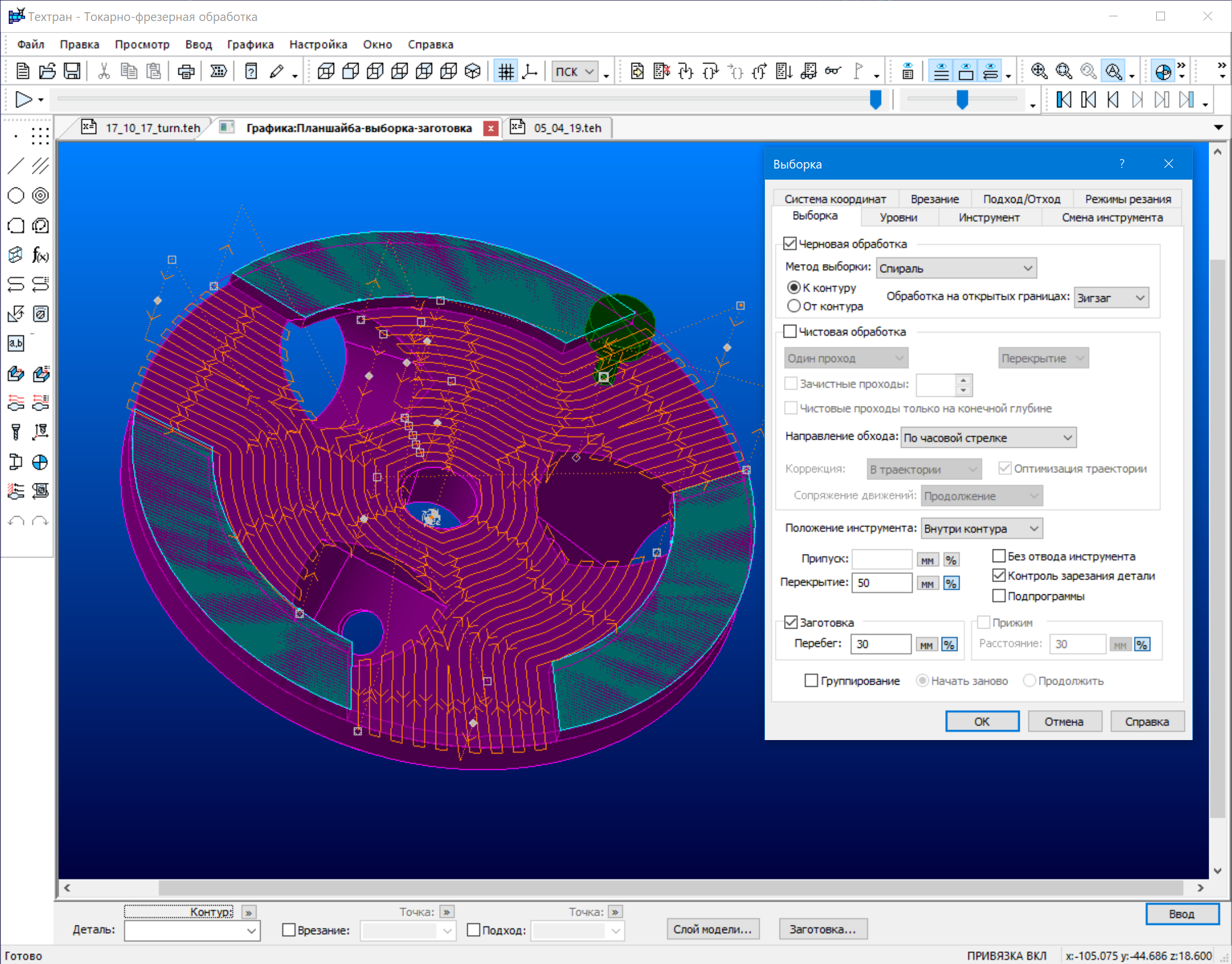
Плунжерное фрезерование
В этом режиме удаление материала производится не за счёт перемещений инструмента в горизонтальной плоскости (как при обычной фрезерной обработке), а посредством последовательных врезаний с определённым шагом.
Программирование обработки в явном виде
Наряду с технологическими переходами, которые автоматически формируют сложную траекторию обработки выделенных зон детали, можно программировать обработку с помощью отдельных команд движения и управления режимами обработки. Этот способ построения траектории позволяет запрограммировать буквально всё что угодно и обеспечивает некоторый контроль, хотя в большей степени позволяет сделать то, что не предусмотрено стандартным набором переходов. Как показывает опыт, на каждом предприятии всегда имеются такие сложившиеся особенности технологии работы, которые с трудом вписываются в какую бы то ни было схему. Здесь-то и выручает простейший режим.
Специфика токарно-фрезерной обработки проявляется в том, что здесь в большей степени, чем в системе, ориентированной на единственный вид обработки, требуется обеспечить согласованность данных. Поэтому режим программирования в явном виде при токарно-фрезерной обработке используется как разновидность перехода специального вида, перед которым потребуется совершить ряд предварительных действий по выбору вида обработки, инструмента, системы координат и т.п.
Сайт программы: http://tehtran.com
